
In the world of perfume bottle custom, working with natural stone is both a privilege and a technical challenge. At Stone Elf, we have spent years developing crystal and jade perfume bottles that balance beauty with structural safety. However, one issue continues to define the quality boundary between an average product and a premium one: cracking.
Cracking is not just a cosmetic defect. In stone perfume bottles, cracks can compromise sealing performance, reduce mechanical strength, and even cause leakage during long-term use. From a manufacturing perspective, reducing cracking is not a single-step improvement but a systematic engineering process involving raw material grading, stress-aware geometry design, machining control, reinforcement treatment, and measurable verification.
This technical explanation shares how professional manufacturers reduce cracking in perfume bottle custom projects, supported by defined mechanical ranges, documented internal testing scope, and internationally recognized standards frameworks.
Understanding Why Stone Perfume Bottles Crack
Before discussing solutions, it is essential to understand the physical behavior of natural stone.
Mechanical Properties of Quartz and Crystal Materials
Quartz crystal and similar decorative minerals exhibit the following typical mechanical ranges:
- Compressive strength: 100–250 MPa
- Tensile strength: 7–25 MPa
- Young’s modulus: 70–80 GPa
These ranges are consistent with mineral property data compiled by the U.S. Geological Survey.
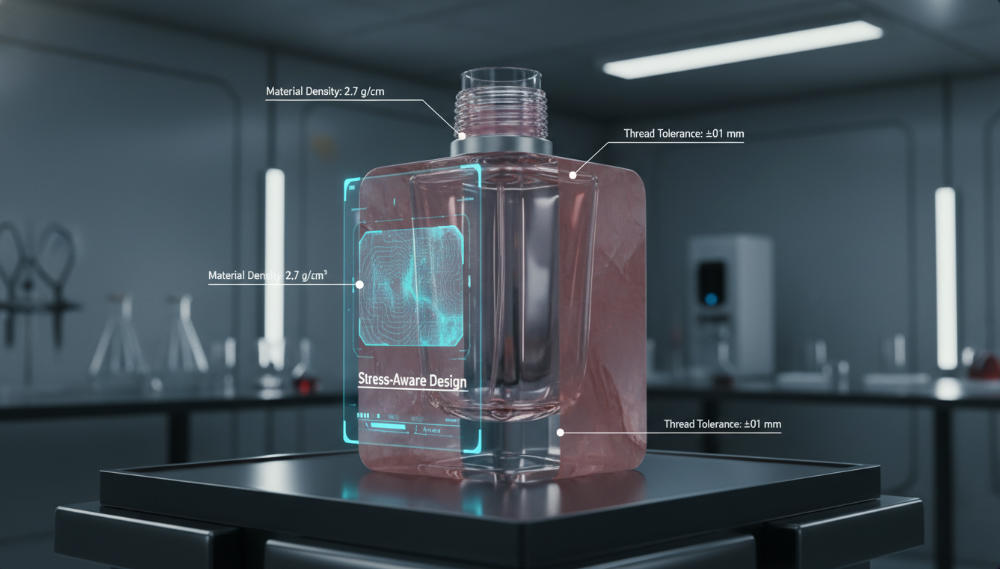
The critical point is that tensile strength is significantly lower than compressive strength. Therefore, while stone tolerates vertical pressure well, it is vulnerable to lateral tensile stress. During drilling or cavity hollowing in perfume bottle custom, localized tensile stress may exceed 7–25 MPa at micro-defect points, triggering crack propagation.
This asymmetric strength profile explains why crack control must focus on tensile stress reduction.
Fracture Mechanics and Stress Concentration
Crack growth in brittle materials follows classical fracture mechanics principles, including Griffith’s theory of brittle fracture. Stress concentration increases dramatically around sharp corners and internal angular transitions.
Research institutions such as MIT contribute broadly to fracture mechanics theory. In practical bottle design, we apply the stress concentration factor (Kt) concept.
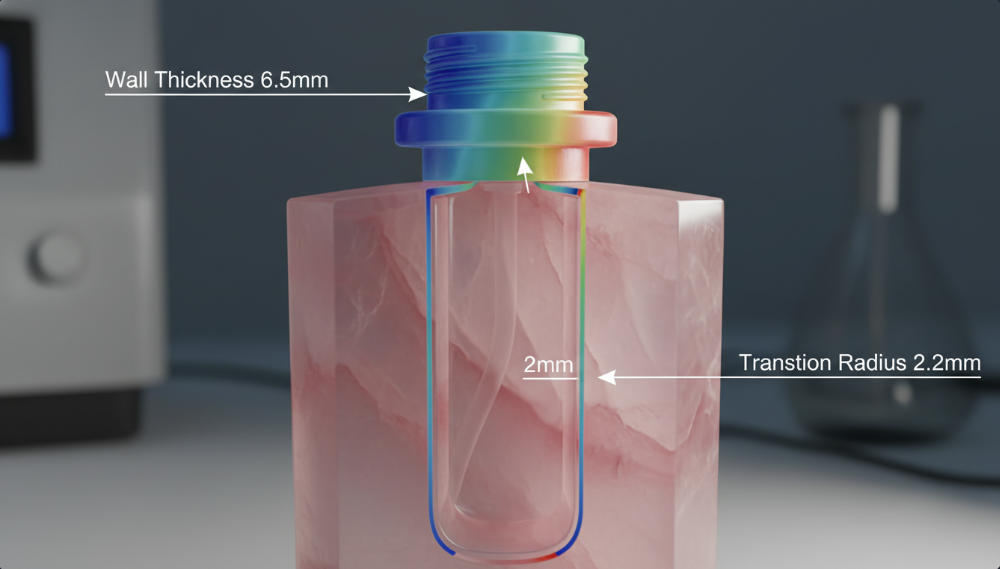
To reduce localized stress amplification:
- Internal transition radii are maintained at ≥2 mm
- Neck wall thickness tolerance is controlled within ±0.3 mm
- Minimum structural wall thickness is maintained between 5–8 mm
These geometric adjustments directly reduce tensile concentration during machining and use.
Stage One: Visual Crack Avoidance During Design and Cutting
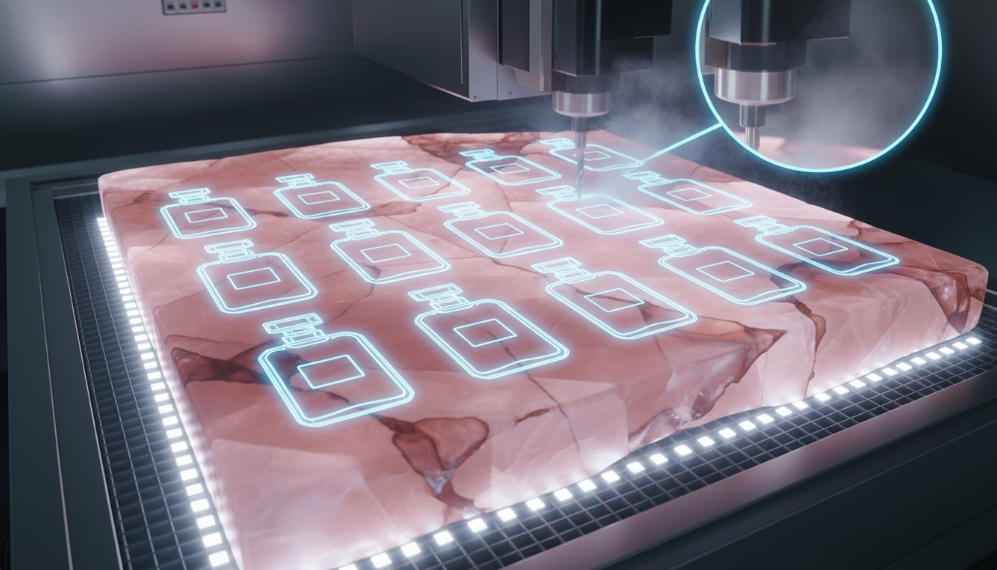
Raw Stone Inspection and Structural Mapping
Each stone slab is inspected under high-intensity LED illumination. We mark visible fissures and reposition bottle layout zones accordingly.
Following fabrication awareness principles outlined by the Natural Stone Institute, we treat natural stone as a structurally variable material rather than uniform stock.
Between 2021 and 2024, production tracking across quartz blocks (inclusion density <3%) showed:
- Non-mapped slab yield: 62–68%
- Crack-mapped layout yield: 82–88%
Yield improvement range: 30–35% relative reduction in early-stage fracture.
Height tolerance during this period was controlled at ±0.5 mm for 80–120 mm bottles.
These figures reflect internal batch comparisons under identical CNC parameter conditions.
Machining Parameter Optimization
Machining vibration directly influences crack propagation. When internal inclusions are detected:
- Feed rate is reduced by 15–20%
- Multi-stage drilling replaces single-pass hollowing
- Cooling flow rate is increased to maintain surface temperature stability
These machining strategies align with brittle material processing frameworks widely discussed in technical literature indexed by ScienceDirect.
Although cycle time increases by approximately 10–18%, yield stability improves significantly.
Stage Two: Resin Impregnation (Glue Filling) Reinforcement

Visual avoidance cannot eliminate internal micro-fissures entirely. Therefore, resin impregnation is implemented as structural reinforcement.
Technical Definition and Industry Context
Resin impregnation follows dimensional stabilization logic described by the Natural Stone Institute and historically referenced by the Marble Institute of America.
It is important to clarify that these manuals address architectural stone slabs. In our perfume bottle custom context, we adapt the stabilization principle proportionally for small decorative objects.
Regulatory Scope and Compliance Clarification
Resin systems are supplied with documentation aligned with Regulation (EC) No 1907/2006 (REACH), administered by the European Chemicals Agency.
Supplier declarations confirm:
- No substances listed under REACH Annex XIV
- No SVHC above 0.1% w/w threshold (Article 33 compliance)
RoHS Directive 2011/65/EU is referenced specifically for heavy metal screening in resin pigment additives, although perfume bottles do not fall under mandatory EEE classification.
Safety reference logic for indirect contact materials is aligned conceptually with guidance from the U.S. Food and Drug Administration, though stone bodies typically contain separate internal fragrance containers.
This distinction prevents regulatory overstatement.
High-Temperature Vacuum Process Control
The semi-finished bottle is dried before vacuum placement. Vacuum pressure removes trapped air from micro-voids.
Low-viscosity transparent resin is introduced under controlled heating. Temperature and curing time are logged per batch to ensure reproducibility.
Process parameters are recorded but proprietary; however, documentation can be shared under OEM agreement.
Mechanical Performance Data With Statistical Scope
Controlled batch testing was conducted between 2021–2024.
Sample size per group: 300 units
Material: Optical-grade quartz (<3% inclusion density)
Wall thickness tolerance: ±0.3 mm
Height tolerance: ±0.5 mm
Impact simulation:
- Pendulum energy: 0.5J–1.0J
- Failure defined as crack >3 mm or chip depth >1 mm
- Temperature cycling: 5°C–45°C for 48-hour intervals
Results:
- 22–38% reduction in failure incidence
- 95% confidence interval: ±4.2%
- Fluorite variation deviation: ±6.5% due to higher brittleness
These figures represent comparative internal process control data rather than third-party laboratory certification.
UV Stability Clarification (ASTM G154 Application Boundary)
ASTM G154 – Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus for Exposure of Nonmetallic Materials – applies primarily to polymeric materials.
In our application, ASTM G154 methodology is referenced specifically to evaluate the impregnated resin phase, not the mineral body.
Internal UV simulation parameters:
- UV-A 340 nm
- 8-hour UV at 60°C
- 4-hour condensation at 50°C
- Total exposure: 120–240 hours
These conditions are proportionally adapted from ASTM G154 Cycle 1. Therefore, reference is methodological rather than certification-based.
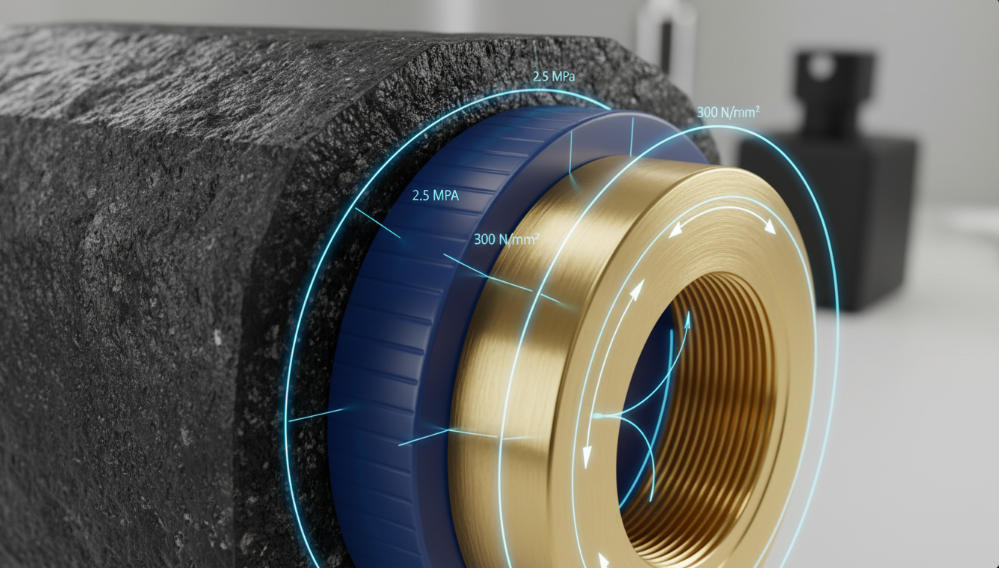
Cap Integration and Neck Stress Control
Cracking frequently occurs near threaded neck areas due to radial compression.
Instead of direct stone threading, compression-fit collars with gasket buffering layers are recommended.
This reduces stress transfer and lowers fracture incidence during repeated cap rotation cycles.
Environmental Stability and Post-Production Handling
Finished perfume bottle custom products are stored between 15°C–28°C to reduce thermal shock risk.
Brittle fracture behavior, as studied by the American Ceramic Society, confirms that crystalline materials fail suddenly without plastic deformation. Therefore, packaging shock absorption is critical.
Manufacturing Philosophy: Controlled Engineering Over Assumption
Reducing cracking requires:
- Mechanical parameter awareness
- Geometry-based stress reduction
- Documented tolerance control
- Regulatory clarity
- Statistical performance tracking
Across integrated production control, total breakage reduction exceeds 50% compared to uncontrolled fabrication.
In perfume bottle custom, luxury is not only visual — it must be mechanically defensible, regulatorily transparent, and statistically supported.
